Services
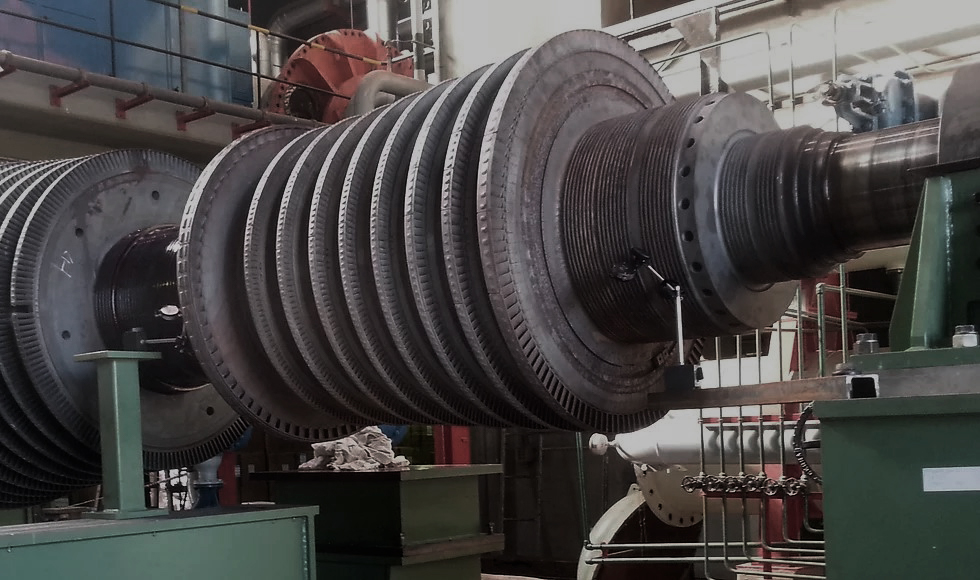
Rotor Straightening / Rotor Welding
Shaft bowing can be a transient or a permanent defect of a turbine shaft and occurs when the localized stress at a shaft section exceeds the permissible yield stress of the material at a given temperature. When the stress exceeds the fracture limit at a specific temperature, cracks and ruptures could also occur. Most of the time the shaft bow is a result of a thermal process caused by localized rubbing or quenching of the external surface of the rotor and will present material metallurgical changes at the defect location. A multitude of reasons could cause a rotor to bow in operation, such as improper start-up process, improper steam path alignment, water intake, casing bowing due to improper draining, extended time operation at low speed during the start-up, shut down when a rubbing occurs, etc. When the bow is minor, the shaft could be “cured” on slow turning (turning gear operation), with steam feed at the glands. When the bow is major, straightening of the shaft would require its removal from the casing.
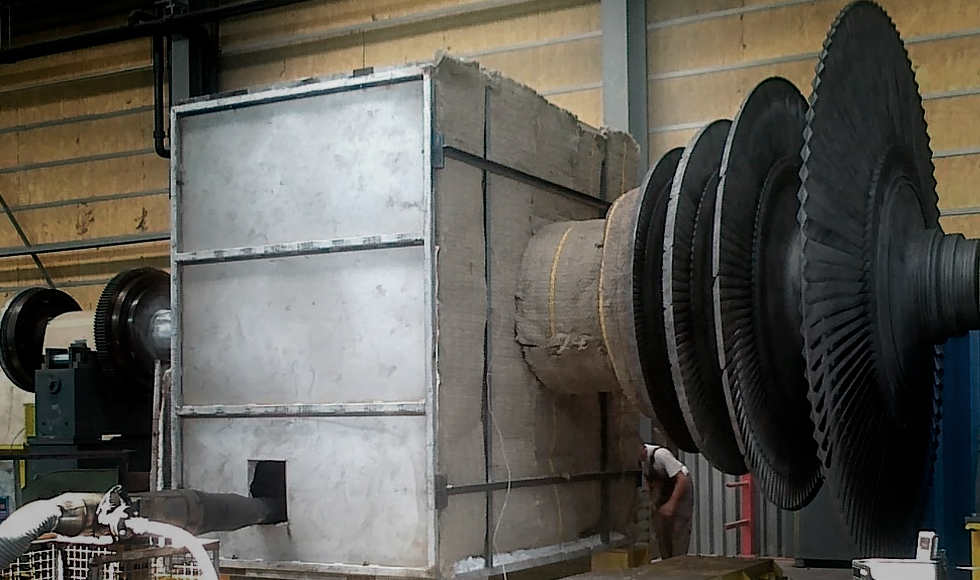
There are several methods of shaft straightening, some of them being applicable on site, some of them requiring the rotor to be transported in a repair facility, and a thermal straightening or thermal post straightening process would be always required.
Several of those methods have been successfully applied alone or in combination, and shafts with deformations up to 0.5 mm eccentricity (1 mm TIR) have been successfully straightened on site and put back in operation after just Low Speed Balancing on site. The straightening activity always starts with the geometrical, metallurgical and event evaluation, in order to determine the straightening chance of success and the risk of repair. Then it is followed by successive thermal processes with proper definition of the soaking parameters.
On-Site Straightening Methods:
Machine a new rotor axis
Will require a mobile lathe and one or both journals axis will be machined eccentric in successive ways. Good results for minor deformations but will require additional machining of the couplings, coupling holes, spigot etc., and the disks axial run-out will remain excessive.
Hot Spot Straightening
Straightening by applying localized heating at the rotor surface. This will create a compressive stress at the heating location.
Good results can be achieved for medium deformations given rigorous and precise control of the straightening parameters is achieved.
Thermal soaking
Could be done for stress relaxation purposes; a certain straightening will also occur when the thermal process is properly defined and applied.
Vertical and horizontal methods have been applied.
Contact us to consult with an expert or request references on works performed.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}